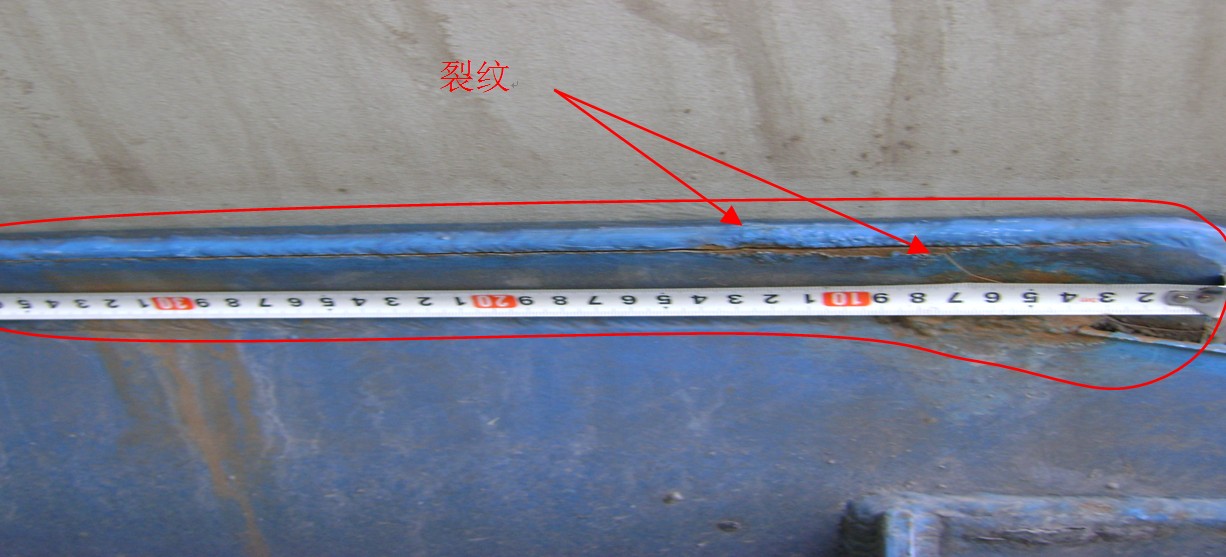

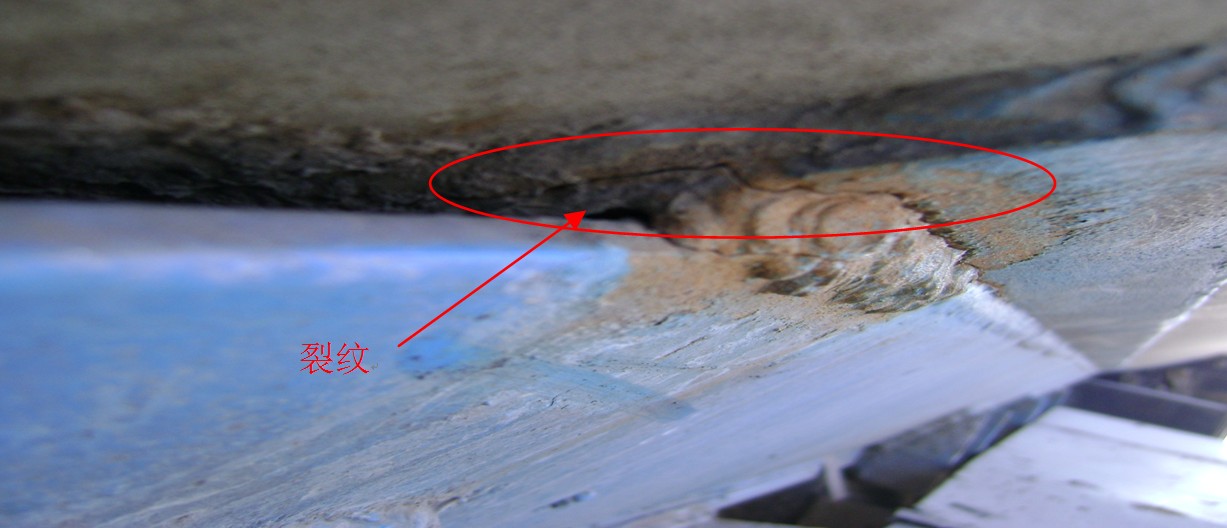
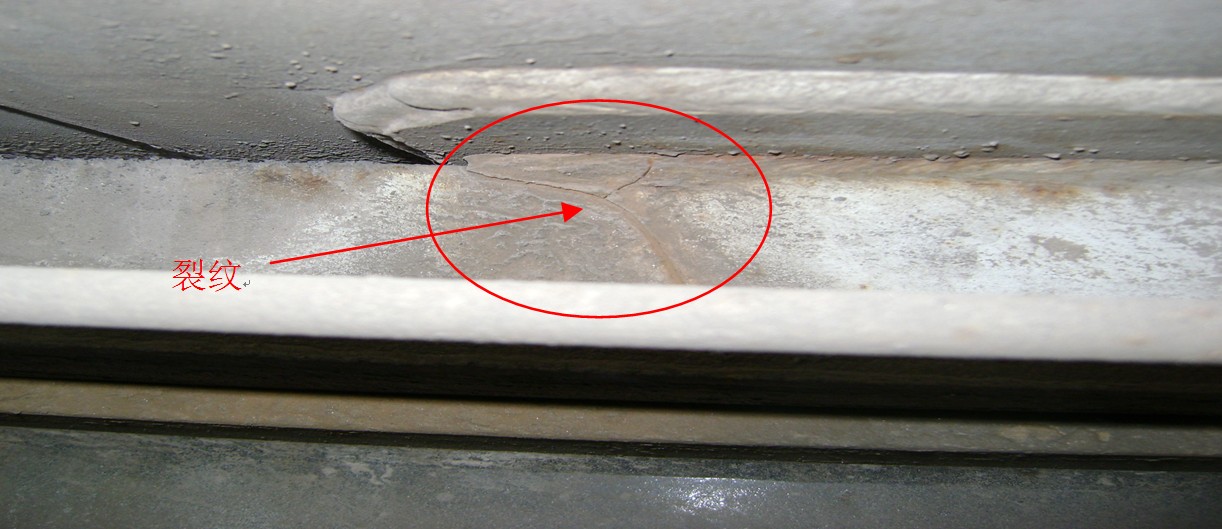

具体检验情况如下(如图):该汽车罐车罐体支座后端过渡区存在6条裂纹,4条沿罐体与支座相连的焊缝下熔合线扩展,最长的裂纹长
经分析,裂纹产生的原因应是设计单位对汽车罐车在运行过程中罐体尾部受力分析不足,设计采用的结构形式无法满足罐车运行时尾部的受力;制造焊接时焊接高度不足,降低了抗拉能力;汽车罐车运行时的上下震动、左右摆动,三者的共同作用,使罐体与支座相连的尾部出现裂纹。罐内环形加强圈(与防波板相连)拼接焊缝开的原因是焊接未采用全焊透结构形式;焊缝表面有夹渣;加之液体对防波板的冲击,三者的共同作用,使拼接焊缝开裂。
检验员发现缺陷后,立即通知了企业方,通过更换新设备的方式进行了整改。
通过本次检验,发现并消除重大安全隐患,为该企业的安全生产运行打下了良好的基础,得到了企业方的高度赞扬。