
焊缝裂纹(一)

焊缝裂纹(二)
焊缝裂纹(三)
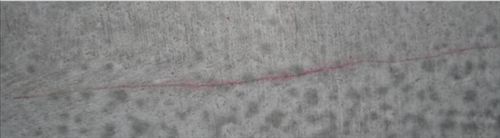
2012年4月19日,济宁分院容器定检中心接到山东省意科曼科技有限公司报检申请,在对3台补糖罐的封头进行渗透检测时发现有两台设备存在裂纹,位置都在上封头的焊缝拼接处。经打磨处理后,重新进行了检测,缺陷消除,对打磨后形成的凹坑重新进行测厚,强度尚能满足使用要求。
本设备为65.6m3的不锈钢设备,封头材质为SUS304,制造日期为2008年5月,设备已使用3年,本次检验为首次全面检验。
经分析,不锈钢封头在冷旋压加工成形时,会产生一定的残余应力,再加上封头拼接焊缝在焊接时残留的较大焊接应力以及咬边、夹渣等外观微缺陷,使得拼接焊缝成为应力集中部位。经过几年在役使用,缺陷处受到拉伸应力连续作用,缺陷尖端逐渐扩展而形成表面裂纹。